Parallel Digi-sign Routing Made Easy
Award-winning eSignature solution




Do more on the web with a globally-trusted eSignature platform
Remarkable signing experience
Reliable reporting and analytics
Mobile eSigning in person and remotely
Industry rules and compliance
Parallel digi sign routing, faster than ever
Useful eSignature extensions
See airSlate SignNow eSignatures in action




airSlate SignNow solutions for better efficiency
Our user reviews speak for themselves









Why choose airSlate SignNow
-
Free 7-day trial. Choose the plan you need and try it risk-free.
-
Honest pricing for full-featured plans. airSlate SignNow offers subscription plans with no overages or hidden fees at renewal.
-
Enterprise-grade security. airSlate SignNow helps you comply with global security standards.

Your step-by-step guide — parallel digi sign routing
Leveraging airSlate SignNow’s electronic signature any organization can accelerate signature workflows and eSign in real-time, delivering a greater experience to clients and employees. Use parallel digi-sign Routing in a few simple actions. Our mobile-first apps make operating on the go achievable, even while offline! Sign contracts from anywhere in the world and close tasks in no time.
Follow the stepwise instruction for using parallel digi-sign Routing:
- Sign in to your airSlate SignNow profile.
- Find your record within your folders or upload a new one.
- Open the record and make edits using the Tools menu.
- Drop fillable boxes, add text and eSign it.
- List multiple signees by emails and set the signing sequence.
- Specify which individuals will receive an completed version.
- Use Advanced Options to reduce access to the record add an expiration date.
- Click Save and Close when done.
In addition, there are more innovative features accessible for parallel digi-sign Routing. Add users to your shared work enviroment, view teams, and track teamwork. Millions of consumers across the US and Europe concur that a solution that brings people together in a single unified workspace, is exactly what companies need to keep workflows working efficiently. The airSlate SignNow REST API allows you to embed eSignatures into your application, website, CRM or cloud storage. Check out airSlate SignNow and get faster, smoother and overall more efficient eSignature workflows!
How it works
airSlate SignNow features that users love






See exceptional results parallel digi-sign Routing made easy

How to complete and sign a document online
Try out the fastest way to parallel digi-sign Routing. Avoid paper-based workflows and manage documents right from airSlate SignNow. Complete and share your forms from the office or seamlessly work on-the-go. No installation or additional software required. All features are available online, just go to signnow.com and create your own eSignature flow.
A brief guide on how to parallel digi-sign Routing in minutes
- Create an airSlate SignNow account (if you haven’t registered yet) or log in using your Google or Facebook.
- Click Upload and select one of your documents.
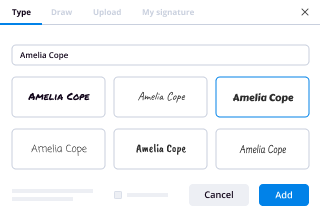
- Use the My Signature tool to create your unique signature.
- Turn the document into a dynamic PDF with fillable fields.
- Fill out your new form and click Done.
Once finished, send an invite to sign to multiple recipients. Get an enforceable contract in minutes using any device. Explore more features for making professional PDFs; add fillable fields parallel digi-sign Routing and collaborate in teams. The eSignature solution gives a secure workflow and operates in accordance with SOC 2 Type II Certification. Be sure that all of your data are guarded and therefore no person can change them.
How to eSign a PDF in Google Chrome
Are you looking for a solution to parallel digi-sign Routing directly from Chrome? The airSlate SignNow extension for Google is here to help. Find a document and right from your browser easily open it in the editor. Add fillable fields for text and signature. Sign the PDF and share it safely according to GDPR, SOC 2 Type II Certification and more.
Using this brief how-to guide below, expand your eSignature workflow into Google and parallel digi-sign Routing:
- Go to the Chrome web store and find the airSlate SignNow extension.
- Click Add to Chrome.
- Log in to your account or register a new one.
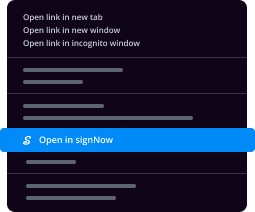
- Upload a document and click Open in airSlate SignNow.
- Modify the document.
- Sign the PDF using the My Signature tool.
- Click Done to save your edits.
- Invite other participants to sign by clicking Invite to Sign and selecting their emails/names.
Create a signature that’s built in to your workflow to parallel digi-sign Routing and get PDFs eSigned in minutes. Say goodbye to the piles of papers on your desk and start saving money and time for more essential duties. Choosing the airSlate SignNow Google extension is an awesome handy decision with plenty of advantages.

How to sign an attachment in Gmail
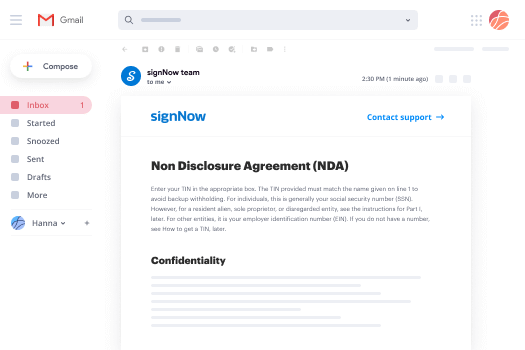
If you’re like most, you’re used to downloading the attachments you get, printing them out and then signing them, right? Well, we have good news for you. Signing documents in your inbox just got a lot easier. The airSlate SignNow add-on for Gmail allows you to parallel digi-sign Routing without leaving your mailbox. Do everything you need; add fillable fields and send signing requests in clicks.
How to parallel digi-sign Routing in Gmail:
- Find airSlate SignNow for Gmail in the G Suite Marketplace and click Install.
- Log in to your airSlate SignNow account or create a new one.
- Open up your email with the PDF you need to sign.
- Click Upload to save the document to your airSlate SignNow account.
- Click Open document to open the editor.
- Sign the PDF using My Signature.
- Send a signing request to the other participants with the Send to Sign button.
- Enter their email and press OK.
As a result, the other participants will receive notifications telling them to sign the document. No need to download the PDF file over and over again, just parallel digi-sign Routing in clicks. This add-one is suitable for those who like focusing on more significant aims instead of burning time for practically nothing. Enhance your day-to-day compulsory labour with the award-winning eSignature service.


How to eSign a PDF template on the go with no app
For many products, getting deals done on the go means installing an app on your phone. We’re happy to say at airSlate SignNow we’ve made singing on the go faster and easier by eliminating the need for a mobile app. To eSign, open your browser (any mobile browser) and get direct access to airSlate SignNow and all its powerful eSignature tools. Edit docs, parallel digi-sign Routing and more. No installation or additional software required. Close your deal from anywhere.
Take a look at our step-by-step instructions that teach you how to parallel digi-sign Routing.
- Open your browser and go to signnow.com.
- Log in or register a new account.
- Upload or open the document you want to edit.
- Add fillable fields for text, signature and date.
- Draw, type or upload your signature.
- Click Save and Close.
- Click Invite to Sign and enter a recipient’s email if you need others to sign the PDF.
Working on mobile is no different than on a desktop: create a reusable template, parallel digi-sign Routing and manage the flow as you would normally. In a couple of clicks, get an enforceable contract that you can download to your device and send to others. Yet, if you want a software, download the airSlate SignNow app. It’s secure, fast and has an intuitive interface. Take advantage of in smooth eSignature workflows from your workplace, in a taxi or on an airplane.


How to sign a PDF employing an iPad
iOS is a very popular operating system packed with native tools. It allows you to sign and edit PDFs using Preview without any additional software. However, as great as Apple’s solution is, it doesn't provide any automation. Enhance your iPhone’s capabilities by taking advantage of the airSlate SignNow app. Utilize your iPhone or iPad to parallel digi-sign Routing and more. Introduce eSignature automation to your mobile workflow.
Signing on an iPhone has never been easier:
- Find the airSlate SignNow app in the AppStore and install it.
- Create a new account or log in with your Facebook or Google.
- Click Plus and upload the PDF file you want to sign.
- Tap on the document where you want to insert your signature.
- Explore other features: add fillable fields or parallel digi-sign Routing.
- Use the Save button to apply the changes.
- Share your documents via email or a singing link.
Make a professional PDFs right from your airSlate SignNow app. Get the most out of your time and work from anywhere; at home, in the office, on a bus or plane, and even at the beach. Manage an entire record workflow effortlessly: create reusable templates, parallel digi-sign Routing and work on PDFs with partners. Turn your device right into a highly effective organization for executing deals.
How to sign a PDF file using an Android
For Android users to manage documents from their phone, they have to install additional software. The Play Market is vast and plump with options, so finding a good application isn’t too hard if you have time to browse through hundreds of apps. To save time and prevent frustration, we suggest airSlate SignNow for Android. Store and edit documents, create signing roles, and even parallel digi-sign Routing.
The 9 simple steps to optimizing your mobile workflow:
- Open the app.
- Log in using your Facebook or Google accounts or register if you haven’t authorized already.
- Click on + to add a new document using your camera, internal or cloud storages.
- Tap anywhere on your PDF and insert your eSignature.
- Click OK to confirm and sign.
- Try more editing features; add images, parallel digi-sign Routing, create a reusable template, etc.
- Click Save to apply changes once you finish.
- Download the PDF or share it via email.
- Use the Invite to sign function if you want to set & send a signing order to recipients.
Turn the mundane and routine into easy and smooth with the airSlate SignNow app for Android. Sign and send documents for signature from any place you’re connected to the internet. Generate professional-looking PDFs and parallel digi-sign Routing with a few clicks. Come up with a flawless eSignature workflow using only your mobile phone and enhance your total productivity.
Get legally-binding signatures now!
What active users are saying — parallel digi sign routing







Related searches to parallel digi-sign Routing made easy

Parallel digi sign routing
hi i'm garrett with idc woodcraft and thank you for coming to this video where i'm going to show you how to properly set your tool on your cnc router not only your tool height but your side to side position two so you can get dead nuts on the corner of a part to set your zero point so let's go out to the router and i'll show you how that's done the technique i'm going to be showing you is going to show you how to set the zero point where the tip of this tool is zeroed out on the top surface of this board and then i'm going to show you how to find the exact corner location where the center of the shaft will be zeroed over that so your absolute start point will be the very corner of that and it'll be very accurate now if you know the paper method for setting your z you can skip ahead to the time stamp down below because that's what i'm going to start with now before i start this can be done on any cnc router this is a bob's cnc e4 router i enjoy this router immensely so if you're brand new to cnc i recommend this machine and also you may want to subscribe to this channel because i teach cnc for beginners i teach viv carve for beginners and i teach cnc entrepreneurialism if you want to make money with your cnc machine i'm going to be working in a software that looks like this it's called universal g-code center as far as you're concerned it doesn't matter which software you're using the cam software that stands for computer-aided machining basically the computer is driving the cnc router it doesn't matter what software you're working in it'll have all the features i'm showing you so let's get started i'm going to move my computer into position and we're going to teach you how to do this now before we get started we're going to do this in a very simple way there's a lot of methods out there there's a paper method which is the most common where you just touch the tool on the paper which is what you're going to learn here there's tool probes touch sensors corner sensors you don't need any of that all you need to do is know what i'm about to teach you so we're going to start off with the paper method teach you how to just set this zero point on the top of the surface and then we're gonna get to the sides so i'm gonna go into the software here and forgive my lighting my overhead light has burnt out so i have to work with what i've got and that's the way it goes okay so we are in the universal g-code sender and there's three areas i want you to take note of the first is your xyz locations so these are also buttons and when you press those buttons it'll zero out that bigger number and just so you know that smaller number is the machine home position or the very back corner of the machine over here we don't care about that number we want to get these numbers to zero in the proper location the second thing i want you to know is just take a look here at this g21 code g21 means you're working in millimeters g20 means you're working in inches i always work in inches my programs generate in g20 uh but here i'm going to manually enter it in so if you're using universal g-code sender you're probably going to be doing the same thing if it says if you work in inches and it says g20 you're in good shape the next area i want you to see is just this command line down here this is where you're going to be manually entering in some information and over here are your jog buttons so you have your x plus and x minus y plus and y minus and the last area i want you to see is down here this is where you manually enter your step distances or the jog distances we are going to be using the jog function and that's what these buttons are here the jog means we're just going to be moving the machine around manually so what this is doing right now you see i'm setting inches and the feed rate or the speed at which it's going to move anytime i hit one of these buttons will be 100 inches per minute it says step rate of x and y so moving around the machine like that x this is be x that way and that would be y the distance would be one inch right now until i change that the z is set separately right now i have it at a 0.5 of an inch so you want those separate controls your controller is going to have that okay with that long-winded explanation let's get started so the first thing i'm going to do is i want to change my z to a 0.01 now if you use universal g code center make sure you type in the zero point and whatever you're gonna put after that put the number before the decimal point because otherwise it does funny stuff and what that's gonna do now is anytime i hit the z button right here the machine is only going to move [Music] a point zero one of an inch just like that now one of the nice things about universal g-code centers if you hold the z down it's going to jog a quarter of an inch so that's exactly what i'm going to do i'm going to hold it down for just a moment while it makes this first jog okay and i know that i got more than a quarter of an inch here i got probably more than half an inch i'm going to do it again you see i got a good shadow here so i know how far away i am and i can come down one more click there we go and now what we're going to do is we're just going to take that piece of paper take a thin piece of paper and set it underneath and just start tapping the z and you see i'm moving 0.1 of an inch each time i tap it and we're going to do it until that paper stops moving sometimes you have to be patient okay feel it grabbing now paper stuck so what i'm gonna do is now zero my z so watch that number when i push this button that's gonna go to zero so now the end of my tool is set on top of my material here so z is good to go and this is the point with which if you know this you're going to be picking up on this on the time stamp so now i'm going to hold the z up button once so it's going to come up a point two five or a quarter inch and that's more like a point two i'll find out exactly what that's moving now i'm gonna move it over this way minus y direction so the tool comes past the edge of the part so minus y and i am set at one inch and i'm gonna come over a little bit more so what i did was i was hitting this button right here okay and so i'm gonna move it back and now what i want to do is come down in z so that the tool goes down past this surface there and we're going to come down one more notch so z is about a little over a quarter of an inch past the surface here so what i'm going to do now is i'm going to start bringing the tool over this way i'll be spinning the tool by hand and i'm just going to be nudging it over until i can't spin it anymore until i just feel it touch the material so in order to do that i've got to turn that step right down right here that one inch if i hit that right now it's going to move over one inch it's going to run into the material and break that 30 dollar tool so we're going to just change that to a 0.0 1. now why we'll do the same thing as z did if you hold it down it's going to bump over or what a point two or something like that so let's go ahead and take care of that and i can go one more okay so let's get some light on there so you can see a little bit better so now i'm just going to start tapping the y in and you see it's starting to move and i'm just going to just keep doing that now see it's getting close and there it touched now we're going to back it up just a little bit one click and see if it turns now i can still feel it just touching so that's perfect that's exactly what we want and we are going to now set our y at zero okay so we are now going to bump our y out we're going to go y minus and we're going to go x minus until it goes behind the back part there so i'm gonna do one more and then i'm gonna go y plus because i want it to get in behind the part right over there all right so let's see if i can reposition my camera so you see what i'm doing i'm going to do the exact same thing um except in this case i'm going to be hitting x plus right here until it touches now if you remember the xy step was already set to 0.01 so because i'm blind right now i can't actually see it i'm just going to keep tweaking it in until it gets there so i'm hitting x plus x plus is that way towards the part okay i can't feel it rubbing but i can hear it rubbing so we are there so now what i'm gonna do is zero out my x now we're gonna bring the z up above this surface here so we just come in and touch z and it's above okay excellent so this tool is a one-quarter inch diameter tool and we have set it an eighth of an inch off that way and an eighth of an inch off the back which means the corner is an eighth of an inch back that way so what we're going to do is we're going to tell the machine to move to the proper position like this we're going to manually enter the data right here is g21 i want to change that to g20 all you have to do is type into the command line g2 0 if you put your cursor into it g2 0. all right not g2 and the letter zero g2 and the number zero now watch the g21 now change to inches that's exactly what i wanted to do now the next thing i wanted to do is i wanted to go to its zero position not the one we're going to have but the one we preset so you can see exactly where it's at so all i'm going to do is type in i want to make sure i have a g90 here g90 means i'm working in absolute coordinates i'm not going to explain any more or not just make sure you have g90 and here you're going to type in g0 g stereo says you are making a rapid move as opposed to a feed rate x 0 and y 0. and we're going to hit enter and here she goes and now you can see that the edge of the tool is at the edge of the material there and the edge of the tool is at the edge of the material there so we need to bring it this way let me point the right way we need to bring it this way an eighth of an inch and we need to take it that way an eighth of an inch really easy so first of all you see we are at zero because we typed that in right now we don't we want that to be a positive number that's saying that we're above the surface of the material so what we're going to do is we're just going to tell the machine to move in a positive direction in x and y by an eighth of an inch so we're gonna type in x point one two five make sure i type that in right move my my mouse out of the way and y point one two five and when i hit go it's gonna wrap it or hit enter it's gonna wrap it over to that position just like that and now the center line of the tool is directly over the center line of that corner there and you see it says .125 all we have to do is zero that out and zero that out and we have now set our tool to the top surface and from the bottom of the tool and the center line of the tool is at the center line of that corner there so you are at the exact dead nuts start point for this job i hope that made sense to you if it did give me a thumbs up and maybe a comment uh don't forget to subscribe if you are brand new to cnc i teach you all the basics to get you up there up and running really fast i've got a lot of cnc in my background i teach entrepreneurialism and take a look down below there's a bunch of links for you to check out to get you started in your cnc journey all right this is garrett with idc woodcraft and i will talk to you next time
Show more